Drivaxel är en komponent som kräver användning av olika bearbetningsmetoder såsom svarvning, spårning, hyvling, splines och avstigningsverktyg. Drivaxlar måste uppfylla höga krav på styrka och hållbarhet, därför tillverkas de av höghållfasta och legerade stål, exempelvis 42CrMo4 med en materialhållfasthet på 900 till 1200 N/mm2. Invändig kylning rekommenderas, vanligtvis genom användning av olja eller emulsion. Genom att ta drivaxel som exempel kommer Gühring att visa fem typiska bearbetnings - hur de kan optimeras med hjälp av Gührings GroovingSystems.
Lösning 1: Invändig svarvning av inre kontur
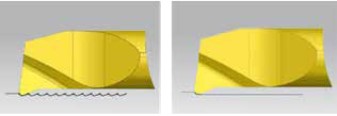
utan Wiper med Wiper geometri
I första steget bearbetas ett förborrat centrumhål till den färdiga dimensionen. Detta kräver att svarvstålet sticker ut långt, vilket leder till instabilitet och varierande ytkvalité. Gührings System 110 är ett stabilt verktygssystem för utmanande applikationer med en axeldiameter på 10 mm. Med Gührings wiper-skärdesign uppnås effektiv ytmättnad och högre matningshastigheter. Verktyget har en TiAIN nanoA beläggning för att förbättra verktygslivslängden.
Fördelar:
· Minskning av bearbetningstiden med 60% tack vare högre matningshastighet
· Optimerad spånbrytning
· Förbättrad ytfinhet, 2-4 μm
Lösning 2: Formstål för utvändiga diametrar
Vanligtvis använder maskintekniker två eller flera verktyg för att forma olika spår på ytterdiametern, vilket ökar bearbetningstiden och skapar dimensionella variationer. Gührings Grooving System 128 erbjuder en mer ekonomisk lösning genom att erbjuda skär med olika bredder. Med endast ett verktyg kan hela konturen bearbetas, inklusive fas och övergångsradie. Verktyget har en robust design med en klämsskruv och en V-formad kontaktyta. Görings specialanpassade beläggning förbättrar prestandan.
Fördelar:
· Tidsbesparing på cirka 20 sekunder per komponent
· Kraftigt ökad produktivitet
· Gradfri kontur
· Hög dimensionsnoggrannhet
Lösning 3: Fräsning grovtandade splines (enligt DIN 5482)
Grovtandade splines på drivaxelns ytterdiameter kräver precision och hög ytfinhet. Gührings System 305 är en perfekt lösning för detta ändamål. Trots begränsat utrymme kan fyra indexerbara insatser monteras på en fräskropp med intern kylvattenförsörjning. Verktyget erbjuder tre användbara skäreggar per skär och har Gührings FIRE-beläggning för att uppnå kostnadseffektivitet vid bearbetning av stål.
Fördelar:
· 50% högre matningshastighet genom fler tänder
· 40% högre skärhastighet
· Avsevärt kortare cykeltid
· Förbättrad ytfinhet, 2 μm
Lösning 4: Hyvling
Vid hyvling roterar inte verktyget, utan pressas in i hålet upprepade gånger för att skapa ett kilspår. Här är Gührings System 128 den perfekta lösningen. Skärinsatsen har redan slipats med konturen av spåret och den robusta specialbasen har innovativ kylkanalsteknik för att ge optimal kylvätsketillförsel till skäreggen. Resultatet är minimerad gradutveckling och ökad verktygslivslängd.
Fördelar:
· Förbättrad spånhantering och yta genom effektiv intern kylning
· Maximal stabilitet med specialhållare
· Minskad efterbearbetning
Lösning 5: Avstickning
Avstickning är vanligt vid svarvning av komponenten. En processäker spånhantering är avgörande för att undvika verktygsbrott. Gührings System 222 erbjuder en lösning med effektiv spånbrytning och en FIRE-beläggning anpassad för stålmaterial. Verktygshållarna har optimalt placerade kylkanaler för att underlätta spånhanteringen.
Fördelar:
· Konstant verktygslivslängd: 900 till 950 avstickningar
· Mycket god spånkontroll
· Bra ytfinhet, Rz = 3 till 6 μm
Vill du veta mer? Tryck här
